






深孔加工高效刀具及案例分享
在金屬切削加工領域,深孔加工占據著重要地位,涉及汽車工業、航天工業、結構建筑工業、醫療器材工業、模具、治具工業及油壓、空壓工業等。當孔深度達到 10 倍徑以上時,尤其是在鋼、不銹鋼、鑄鐵等常用材料上的深孔加工,難度更是成倍增加,正如機加工行話所說:“車工怕車桿,鉗工怕鉆孔”。
本文以一家加工企業為例,該企業主要進行內外圓孔、螺栓孔、放油孔、放氣孔等孔加工工藝,且這些工藝均需在現場完成。其加工規格包括Φ12.5、Φ18.5、Φ33、Φ39 等,加工材料主要為 42CrMo4 調質,加工深度在 100 - 250mm 不等。
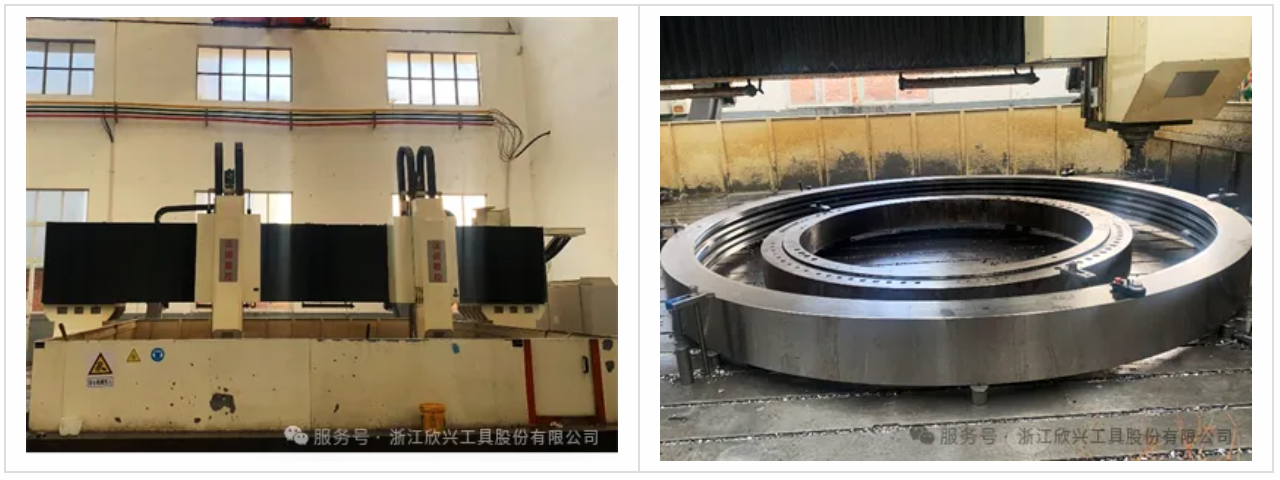
設備及工況介紹
企業所使用的設備為雙軸龍門鉆床,數控系統為西門子,主軸功率約 37KW,主軸接口為 BT50,進給電機為變頻電機,冷卻壓力內冷 30bar,被加工材料牌號42CrMo4調質,加工厚度212mm。
原使用刀具及加工情況
原刀具采用進口皇冠鉆加麻花鉆,刀具規格為Ф12.5×9D。切削速度為67m/min,鉆速1720r/min,進給220mm/min,單孔用時約400秒,壽命8米(皇冠鉆),孔壁粗糙度為Ra12.5。然而,這種進口皇冠鉆價格較高,壽命不長,且加工至100mm深,余下部分需將工件拆卸下來,放置在搖臂鉆上用麻花鉆加工。此加工方式效率低下,成本較高,成孔質量不佳。
我們的解決方案
為解決這一問題,我們向該企業推薦了創恒整硬鉆。這款整硬鉆采用超細顆粒硬質合金材料和高性能 PVD 涂層,擁有高容屑率槽型,兼顧高效排屑與剛性,適用于數控機床、加工中心、銑床等高剛性設備,且具有 5D 和 8D 等不同規格長度,可滿足不同深孔加工長度需求。

刀具品牌 | 創恒整硬鉆 | 刀具規格 | Ф12.5×17D |
切削速度 | 59m/min | 轉速 | 1500r/min |
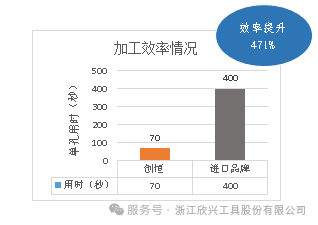
| 進給 | 225mm/min | 單孔用時 | 70秒 |
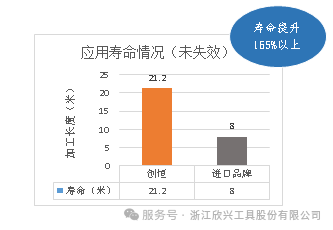
| 壽命 | 21.2米(未失效) | 孔壁粗糙度 | Ra3.2 |
創恒整硬鉆累計加工達到 21.2 米后,客戶非常滿意,停止試刀,但刀具仍可繼續使用,單孔用時從原來的 400 秒縮短至 70 秒,壽命同比提升 165%以上,效率同比提升 471%。
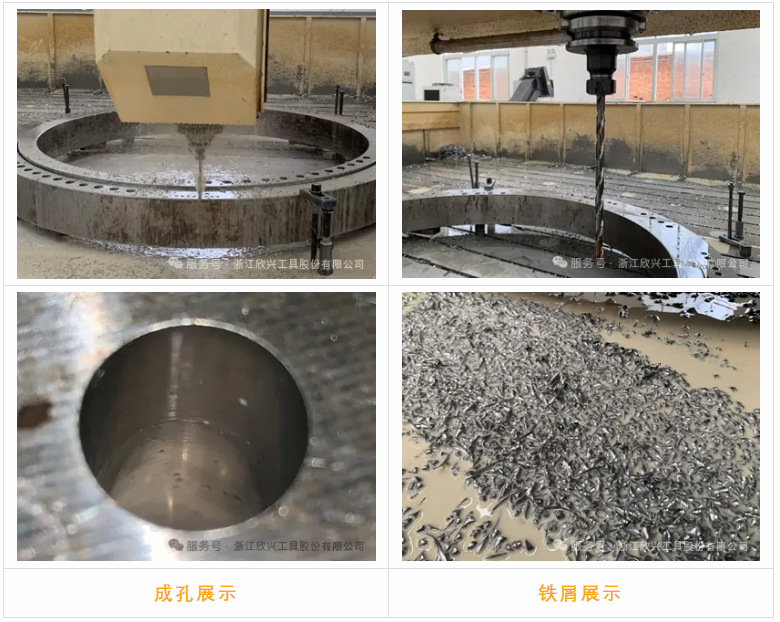
由此可見,創恒整硬鉆大幅提升了刀具的使用壽命,有效為客戶降低了加工成本,其加工性能和壽命得到了客戶的極大認可。如果您也有深孔加工需求或面臨深孔加工方面的困難,歡迎咨詢我們,我們將竭誠為您找到一款合適的刀具。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~未來,我們秉承“創新發展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續專注于深耕高效切削技術,力求成為您更可信賴的刀具制造品牌


