






創恒S鉆:38CrMoAL材料加工的強大助手,效益提升新篇章
探尋突破生產瓶頸、實現降本增效的途徑,是企業的追求。那么在機械制造加工領域,其中的關鍵就在于提升加工效率與挖掘刀具性能。加工效率直接關乎產能與交付能力,刀具性能則對加工精度、表面質量以及成本有著決定性影響。
本文將深入剖析創恒S鉆加工38CrMoAL材料的成功案例,呈現其怎樣依靠技術與工藝優勢,為企業在市場競爭中賦予生產效率大幅躍升、產品質量明顯提升、成本得以有效控制的變革性優勢。
本文將深入剖析創恒S鉆加工38CrMoAL材料的成功案例,呈現其怎樣依靠技術與工藝優勢,為企業在市場競爭中賦予生產效率大幅躍升、產品質量明顯提升、成本得以有效控制的變革性優勢。
2025-02-11 10:45:27浙江欣興工具股份有限公司1348
工況描述
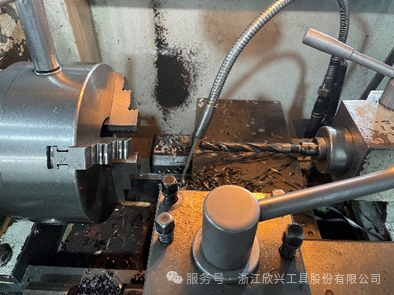
本文案例是一家專業的機械制造加工企業,專注于液壓配件的生產加工。此次加工任務所涉及的材料為 38CrMoAL,其常用加工直徑為 Φ14,加工深度達 90mm,現場采用數控車床加工。這種材料具有一定的強度和韌性,對刀具的耐磨性和切削性能提出了較高要求。

設備情況
設備 名稱 | 數控車床 | 冷卻 方式 | 內冷 |
| T55/50 | T55/50 | 冷卻 壓力 | 5bar |
| 刀座 接口 | 側固式 | 數控 系統 | 西門子828D |
| 主軸 功率 | 11KW |

現場刀具應用情況
企業目前產品訂單數量頗為可觀,但其加工效率卻無法跟上日益增長的生產需求。在此情形下,企業急切地想要尋覓到高性價比且具備高性能的刀具,提升加工效率,進而達到縮短交貨周期的目的,從而提高自身在市場中的競爭力。
刀具 類型 | 高速鋼 麻花鉆 | 進給 速度 | 手動進給 (普車尾座) |
| 規格 | Φ14×150 | 轉速 | 400r/min |
| 成孔 擴張量 | +0.2mm | 加工 時間 | 150秒 |

創恒刀具應用情況
| 刀具 類型 | 創恒S鉆 CMA鉆尖 | 進給 速度 | 220mm/min |
| 規格 | Φ14×8D | 單孔 用時 | 26秒 |
| 切削 速度 | VC=92m/min | 成孔 擴張量 | +0.02mm |
| 轉速 | 2200r/min | 壽命 | 400件~ 500件 |
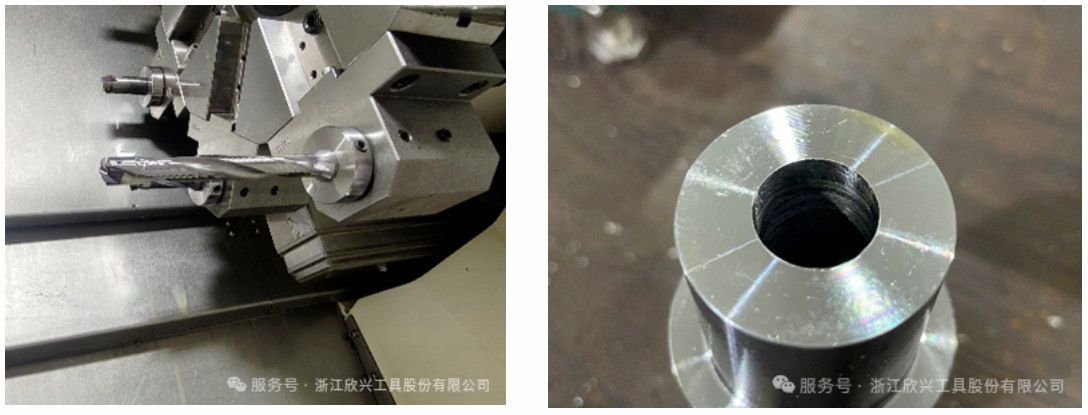
創恒 S 鉆憑借其獨特的設計和先進的制造工藝,在此次加工任務中脫穎而出。其特殊的刃型結構能夠有效降低切削力,減少刀具磨損,提高加工穩定性。在實際應用中,S 鉆展現出了出色的排屑性能,確保加工過程的順暢進行,避免了切屑堆積對加工精度和刀具壽命的影響。
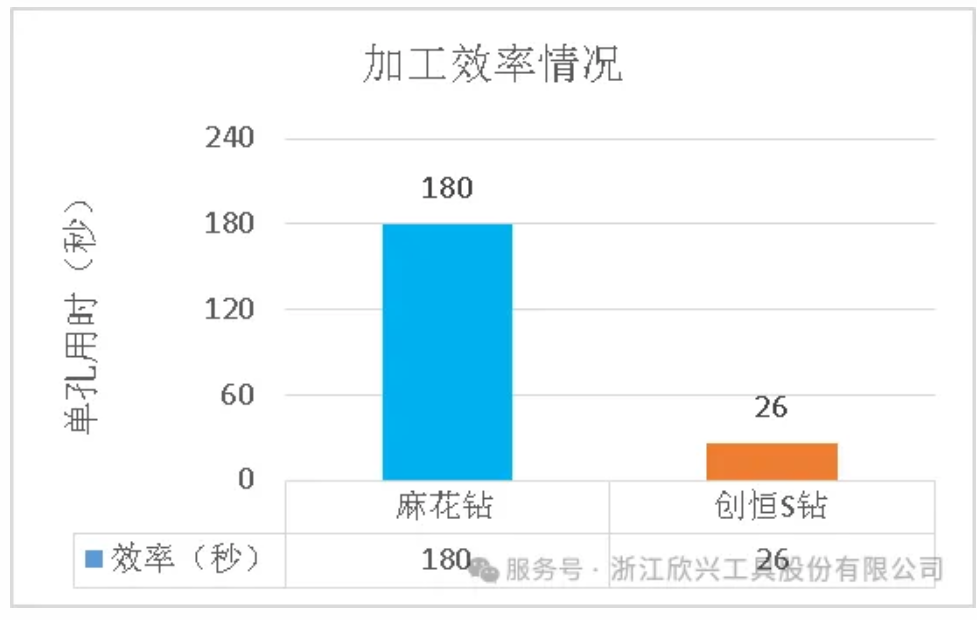
在經過嚴謹的現場測試后,創恒S鉆展現出了極為出色的成績。與傳統普車加工方式相比,加工效率得到了大幅提升,并且穩定性也有了明顯的改善。此外,刀具在使用壽命方面也贏得了客戶的充分肯定與贊譽。


 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~相關推薦
未來,我們秉承“創新發展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續專注于深耕高效切削技術,力求成為您更可信賴的刀具制造品牌


Copyright ? 2025 浙江欣興工具股份有限公司 All Rights Reserved

選擇區號