






高性能耐腐蝕不銹鋼材料的加工,創恒S鉆重塑高效與品質
高性能耐腐蝕不銹鋼材料的加工一直是具有挑戰性的。我們要分享一個案例,為面臨類似挑戰的企業提供寶貴經驗。
本文的案例企業此次加工的015Cr21Ni26Mo5Cu2 耐腐蝕不銹鋼,深度25mm。企業原本采用進口皇冠鉆,卻遭遇諸多困境。價格高昂不說,采購周期還長,而且頻繁出現崩刃現象,嚴重影響生產效率和成本控制。
本文的案例企業此次加工的015Cr21Ni26Mo5Cu2 耐腐蝕不銹鋼,深度25mm。企業原本采用進口皇冠鉆,卻遭遇諸多困境。價格高昂不說,采購周期還長,而且頻繁出現崩刃現象,嚴重影響生產效率和成本控制。
2025-02-11 10:58:55浙江欣興工具股份有限公司2058
加工情況
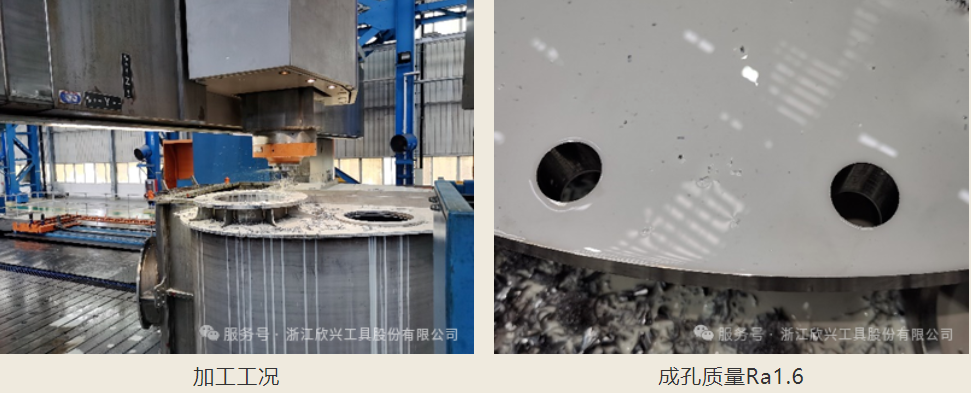
現場使用的機床是大型鏜銑床WALDRICH,數控系統是西門子,主軸接口為BT50,冷卻方式為內冷卻,冷卻壓力20bar。面對上述挑戰,我們推薦了創恒S鉆,CMA鉆尖,型號S10-CMA-2700,刀桿S10-G2700-03L32,直接在客戶的產品上進行加工作業。
| 應用情況 | 原使用刀具 | 進口皇冠鉆 | 服務產品 | 創恒S鉆 |
| 規格 | Φ27 | 規格 | Φ27 | |
| 轉速 | 350r/min | 轉速 | 500r/min | |
| 進給 | 35mm/min | 進給 | 50mm/min | |
| 單孔用時 | 53秒 | 單孔用時 | 39秒 | |
| 成孔粗糙度 | / | 成孔粗糙度 | Ra1.6 | |
| 成孔孔徑公差 | / | 成孔孔徑公差 | +0.03mm | |
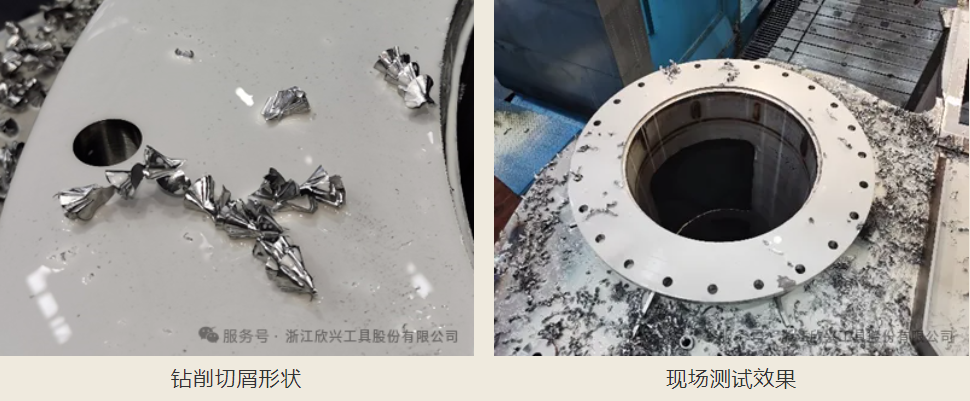
| 鉆孔數量 | 壽命低頻繁崩刃 | 鉆孔數量 | 24孔仍可以繼續使用 | |
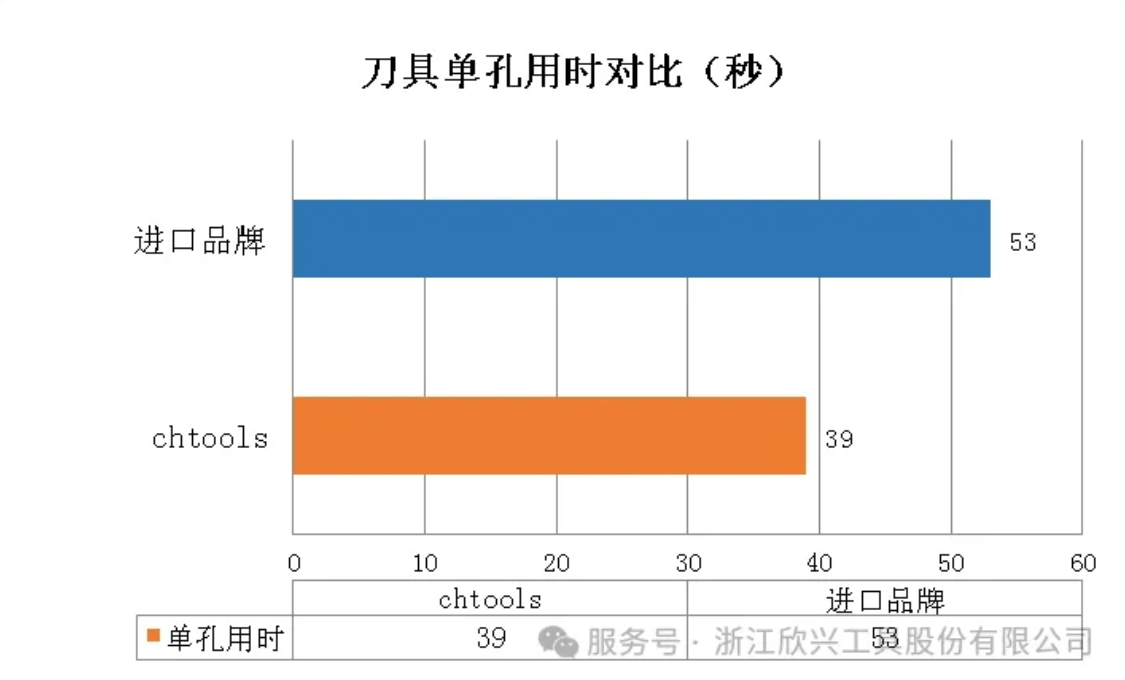
加工結果令人振奮。原進口皇冠鉆轉速 350r/min,進給 35mm/min,單孔用時 53 秒。創恒S鉆轉速 500r/min,進給 50mm/min,單孔用時 39 秒,比原進口皇冠鉆少用時14秒,并解決了崩刃問題,成孔粗糙度達 Ra1.6,孔徑公差 +0.03mm。綜合來看,使用 S 鉆后,同比效率至少提升 35%以上,產品服務有了保障,性價比明顯提升。


 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~相關推薦
未來,我們秉承“創新發展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續專注于深耕高效切削技術,力求成為您更可信賴的刀具制造品牌


Copyright ? 2025 浙江欣興工具股份有限公司 All Rights Reserved

選擇區號